Lorem ipsum dolor sit amet, consectetur adipiscing elit. Ut elit tellus, luctus nec ullamcorper mattis, pulvinar dapibus leo.

c z purlin machine
One Machine, Two Profiles, Unlimited Flexibility
- 产品卖点
- 产品卖点
- 产品卖点
- 产品卖点
Our C Z Purlin Roll Forming Machine is a high‑performance cold roll forming solution designed for steel structure manufacturers who need to produce both C purlins and Z purlins with minimal downtime. Instead of investing in two separate lines, you get one integrated machine that switches between profiles in minutes – without changing rollers.
Built for heavy‑duty continuous production, this purlin former processes galvanized steel, cold‑rolled steel, and high‑tensile coils (thickness 1.5–3.5mm) into precisely shaped structural components. The PLC‑controlled automatic C/Z quick‑change system allows you to adjust web height, flange width, and lip length with just a few touches on the HMI screen – perfect for multi‑project workshops and large‑scale purlin suppliers.
Key advantages at a glance:
✅ C & Z interchangeable – tool‑less changeover, no roller replacement needed
✅ Infinitely adjustable sizes – servo or manual adjustment for web (100–350mm) & flange (40–120mm)
✅ Integrated hydraulic punching – accurate hole positioning, length tolerance ±1.0mm
✅ High speed & durability – 15–25 m/min, GCr15 chrome rollers (HRC58‑62°)
✅ Complete automation – from decoiling to stacking, one operator only
✅ Ready for export – CE certified, multi‑voltage (220V‑480V / 50‑60Hz), fumigated wooden case packing
Whether you need a manual changeover model for smaller budgets or a fully servo‑driven automatic line for maximum flexibility, we provide turnkey solutions with overseas installation guidance & 2‑year warranty.
Technical Specifications
参数表
Deep Dive into Core Features – What Makes Our C Z Purlin Machine the Smart Choice
A C&Z purlin roll forming machine is more than just a set of rollers and a cutting blade. The real value lies in how efficiently and precisely it handles profile interchange, size adjustment, punching, and production control. Below, we break down the core technologies that define a high-performance CZ purlin line — and explain why each one matters for your business.
One Machine, Two Profiles – C/Z Quick Interchange System
The challenge traditional users face:
In conventional purlin production, switching between C and Z profiles requires dismantling rollers, adding or removing spacers, and reconfiguring the entire forming line — a process that can take up to 2–4 hours or more, causing significant downtime and labor waste.
How our quick interchange system works:
Our CZ purlin machine features a specially designed interchangeable forming unit. The rollers for C and Z profiles are arranged on opposite ends of the forming section. To switch between profiles, the operator either rotates the unit 180° (for manual/semi-auto types) or triggers an automatic mechanism controlled by PLC. This interlocking design enables seamless transition between C and Z without dismantling any parts or replacing rollers.
Three interchange options to match your production needs
| Interchange Type | Operation | Changeover Time | Best Suited For |
|---|---|---|---|
| Fully Automatic | C/Z profile switching, size adjustment, and hole positioning all controlled by PLC via touch panel — one-button operation | Within 1 minute | Large-scale production, frequent profile changes, high efficiency requirement |
| Semi-Automatic | Size adjustment by push button; C/Z profile interchange requires manual rotation of the unit | Within 10 minutes | Medium-scale workshop, moderate change frequency |
| Manual | Both size and C/Z interchange by manual adjustment | 15–30 minutes | Small workshop, single product type, budget-conscious |
Value delivered to you:
✅ One machine replaces two dedicated lines — capital expenditure reduced by 40–50%
✅ Minimal downtime between profile changes — higher machine utilization rate
✅ No roller dismantling or replacement — less labor, lower skill requirement
✅ Respond quickly to customers who need both C and Z purlins
Infinite Sizing – Adjust Web Height & Flange Width Without Changing Rollers
The challenge traditional users face:
Traditional purlin machines require swapping out rollers or adding/removing spacers every time the web height (腹板高度) or flange width (翼缘宽度) needs to change. This not only slows down production but also demands carrying and managing a large inventory of spare rollers and spacers.
How our automatic size adjustment system works:
Our CZ purlin machine is built with horizontally adjustable sub‑frames that support the forming rollers. These sub‑frames can move inwards or outwards via motorized screws or servo motors. The operator simply enters the desired web height and flange dimensions on the touch screen, and the PLC system automatically drives the adjustment motors to reposition both sides of the forming section to the exact width. This is what we call continuous/infinite sizing — any size within the machine’s predetermined range can be produced without any tool change
Adjustment range covers the majority of standard purlin dimensions:
| Dimension | Adjustable Range (Typical) | Adjustment Control |
|---|---|---|
| Web Height | 80 – 400 mm | PLC + servo/motorized |
| Flange Width | 40 – 120 mm | PLC + servo/motorized |
| Lip Length | 10 – 30 mm | Fixed or adjustable by rollers |
Ranges vary by machine model. Contact us to confirm dimensions for your specific purlin drawings.
Two level options to suit your production volume:
| Option | Adjustment Type | Adjustment Time | Maintenance / Complexity |
|---|---|---|---|
| Standard Economical | Manual adjustment of sub‑frames via hand wheel or press button; dimensions read from scale | 10–15 minutes per size change | Low, suitable for single‑size batch production |
| High‑End Servo | Fully automatic via servo motors; dimensions input via touch screen; no human intervention | Within 2 minutes | Very low, ideal for multi‑size, high‑mix production |
Value delivered to you:
✅ No roller replacement, no spacer inventory — reduced tooling costs
✅ Any web height and flange width within machine range — ultimate flexibility for custom orders
✅ Fast size-to-size changeover — shorter setup time, more jobs per shift
✅ Capable of handling one‑off and small‑batch orders without production interruption
✅ Savings on material waste — produce only what you need, exactly to the required size
Precise Online Punching – Hydraulic + Servo Positioning Systems
Why automatic punching matters:
In steel structure construction, purlins require precise bolt holes for connecting to rafters and bracing systems. A machine that cannot automatically punch the required hole patterns forces operators to drill holes offline — a slow, labor‑intensive, and error‑prone secondary process
How our hydraulic punching system operates:
Our CZ purlin machine integrates hydraulic punching stations directly into the production line. The punching can be arranged either pre‑punching (before roll forming, while the material is still flat) or post‑punching (after the purlin profile is fully formed).
The punching process is controlled by a servo feeding positioning system. As the material advances through the line, the servo encoder tracks its exact position. When the predetermined hole position — either along the length or across the web/flange — is reached, the hydraulic cylinders fire precisely, creating the required round holes, slotted holes, or even company logos.
Punching positions and configurations available:
| Punching Location | Typical Applications | Configurability |
|---|---|---|
| Web side (腹板) | Bolt holes for rafter connection, water drainage slots | Customizable positions, fully adjustable by PLC |
| Flange side (翼缘) | Purlin‑to‑purlin connection, bracing system mounting | Supports round holes, slotted holes, logos |
| Flat sheet (pre‑punching) | For placement outside of roll‑formed ribs | Easier die change, suitable for non‑critical patterns |
Reference: Standard configurations from global CZ purlin machine manufacturers
Punching unit configurations:
| Configuration | Max. Holes per Stroke | Flexibility |
|---|---|---|
| Single‑punch | 1 | Maximum precision, ideal for custom or non‑standard patterns |
| Double‑punch (two holes simultaneously) | 2 | Efficient for standard paired bolt holes |
| Multiple‑station programmable | 3–4 independent stations | Most flexible, each station can be turned on/off independently |
Value delivered to you:
✅ Eliminates offline drilling — one continuous process from coil to finished purlin
✅ Servo-controlled precise positioning — hole distance accuracy within ±0.5mm to ±1.0mm depending on servo configuration
✅ Supports both round and slotted holes — complies with structural connection standards
✅ Programmable hole patterns on the fly — different spacing for different jobs without tooling change
✅ Punching on both web and flange simultaneously — completes fully fabricated purlins in one pass
Fully Automatic Production Line – From Decoiler to Stacking
The complete production workflow:
A modern CZ purlin machine is not just a forming unit — it is an integrated manufacturing line that automates every step from raw material loading to finished product stacking.
Full process flow explained:
流程图及文字
Key features of the fully automatic control system:
PLC + HMI touch panel integration — Siemens, Mitsubishi, or Panasonic PLC, combined with a user‑friendly touch screen interface.
Production preset parameters — Batch quantity, cutting length, punching positions, hole spacing all set on the HMI before start.
Automatic counting and length measuring — Tracks production progress in real time; stops automatically when batch target is met.
Multilingual support available — English, Spanish, Arabic, French, Russian; ideal for export markets.
Fault alarm and self‑diagnostics — Immediate alerts and diagnostic messages displayed on HMI for quick troubleshooting.
Value delivered to you:
✅ One operator runs the entire line — drastically reduces labor cost
✅ All parameters set upfront — minimal changeover time between jobs
✅ Consistent product quality — eliminates human error in cutting length, hole position, and shape
✅ Automatic stacking reduces manual handling — fewer workplace injuries, lower fatigue
✅ Remote diagnostics and updates — easily troubleshoot issues via video or remote access, minimizing overseas downtime
Core Technology Summary – Why These Features Make a Difference
| Capability | Traditional Machine | Our Modern CZ Purlin Machine |
|---|---|---|
| Produce both C & Z | Requires two separate machines or hours of changeover | One machine, changeover in 1–15 min |
| Change purlin size | Needs roller swap / spacer addition | Infinite sizing, no roller change |
| Hole punching | Manual offline drilling | Servo‑controlled inline hydraulic punching |
| Production control | Manual measurement, operator‑dependent | PLC + touch screen, fully programmable |
| Labor required | 2–3 operators | 1 operator |
| End‑to‑end processing | Disconnected stations | Integrated line from decoiler to stacking |
Fully Automatic Workflow – From Steel Coil to Finished Purlin in One Continuous Process
Our C Z purlin roll forming machine is designed as a fully integrated production line. Once the parameters are set on the touch screen, the entire process – from decoiling to stacking – runs automatically with minimal operator intervention. Below is a step‑by‑step walkthrough of the complete workflow.
Production Flow Chart
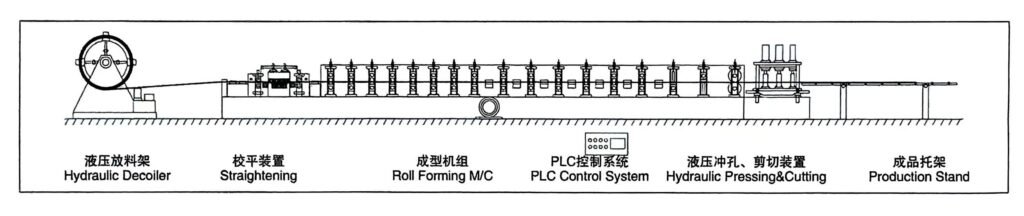
Detailed Step‑by‑Step Explanation
Hydraulic / Manual Decoiler
Holds the steel coil (typical capacity: 5T, 7T, or 10T). Unwinds the coil and feeds material into the line at controlled speed.
Manual expansion / hydraulic expansion optional; braking system prevents free spinning; coil end sensor triggers alert when coil runs out.
Feeding & Leveling Unit
Guides the steel strip into the forming section. Multi‑roller leveler removes coil curvature and internal stress, ensuring a flat, straight entry for precise forming.
Pneumatic or manual pinch roll; leveling gap adjustable; limit switches prevent misfeed.
Pre‑Punching Station (Optional)
Punches holes in the flat strip before roll forming. Suitable for special hole patterns that are difficult to punch after the profile is formed.
Hydraulic punching die; servo‑controlled feeding positions the strip precisely; programmable hole spacing and pattern.
Main Roll Forming Section
The core of the machine. The flat strip passes through 16–24 groups of forming rollers (arranged on adjustable sub‑frames). Each roller pair progressively bends the strip until it reaches the final C or Z purlin shape.
PLC‑controlled forming speed (15–25 m/min, up to 30 m/min for high‑speed models). Rollers made of GCr15 steel, HRC58‑62°, chrome‑plated. Quick‑change system (automatic or manual) switches between C and Z profiles.
Post‑Punching Station (Optional)
Punches holes on the already formed purlin (web or flange). Most common for bolt holes used in steel structure connections.
Hydraulic punch mounted on adjustable slides; positioning by servo encoder; supports round holes, slotted holes, and logos. Accuracy ±0.5‑1.0mm.
Hydraulic Cutting Unit
Cuts the continuous formed purlin to preset length. Two cutting modes available:
• Stop cutting: material stops, cutting die descends – highest accuracy (±0.5mm).
• Flying saw (optional): cuts on the fly without stopping – higher speed, slightly lower tolerance (±1.5mm).
Blade material: Cr12Mov, hardened. Cutting length set on HMI; automatic length measurement via encoder; automatic scrap removal for the first/last irregular piece.
Run‑out Table
Supports and guides the cut purlin away from the cutting station. Typical length: 6–12 meters (customizable).
Passive roller table or motorized roller table; equipped with limit switches to stop machine when table is full.
Automatic Stacking System (Optional)
Collects finished purlins, aligns them, and stacks neatly onto pallets. Greatly reduces manual labor and improves workplace safety.
Pneumatic or servo‑controlled stacker arms; adjustable stacking height (up to 500mm); programmable layer count.
Central Control: PLC + HMI Touch Screen
All stations are coordinated by a central PLC control system (Siemens, Mitsubishi, or Panasonic) with a user‑friendly HMI touch screen interface. Operators can:
Set cutting length, batch quantity, hole positions, punching intervals, and forming speed in advance
Save recipes for different purlin sizes and profiles – recall with one touch
Monitor real‑time production status (length completed, pieces produced, machine alarms)
Switch between automatic mode (hands‑off after start) and manual mode (for setup and maintenance)
Select multilingual interface (English, Spanish, Arabic, French, Russian, etc.) – ideal for export operators
Example: When producing 500 pieces of 6‑meter Z100 purlins with 3 bolt holes each, the operator enters these parameters once. The machine automatically pulls the coil, punches holes every 600mm, forms Z profile, cuts at exactly 6000mm, and stops when 500 pieces are stacked. No manual measurement, no offline drilling, no counting errors.
Estimated Production Capacity (Based on Standard Model)
| Parameter | Value |
|---|---|
| Forming speed | 15 m/min (standard) / 25 m/min (high‑speed) |
| Cutting time per piece | 2–3 seconds (stop cutting) |
| Typical purlin length | 4 m to 12 m |
| Output per hour (6m purlins) | ~120–150 pieces (standard speed) |
| Output per 8‑hour shift | ~960–1200 pieces |
| Material yield | >98% (scrap only from coil ends) |
Actual output depends on material thickness, profile complexity, and punching frequency.
Integration Options for Export Markets
To ensure smooth operation in your local facility, our machines are pre‑configured for:
Voltage & frequency: 220V / 380V / 400V / 415V / 440V, 50Hz or 60Hz (specify upon order)
CE / ISO 9001 certification available
Full documentation: English manual, electrical diagrams, installation video, and troubleshooting guide
Remote support: PLC allows TeamViewer / VNC remote access for diagnostics
Why a Fully Automated Line Matters for Your Business
Lower labor cost – one operator instead of three
Higher consistency – every purlin identical, no human error in length or hole position
Faster changeover – switch between C/Z or different sizes in minutes, not hours
24/7 production ready – reliable components support continuous shifts
Export‑friendly packaging – the whole line is split into modular sections, packed in fumigated wooden cases, ready for 40‑ft high cube container shipment
Finished Product Showcase & Applications
Steel structure workshops
Roof and wall support systems for factories, assembly halls, and processing plants
Purlins carry roof panels and resist wind/snow loads; C purlins for walls, Z purlins for roofs (overlap for continuous spans)
Warehouses & logistics centers
Large‑span storage facilities, distribution centers, cold storage
Z purlins allow economical long‑span roof design; C purlins support heavy wall‑mounted racks